Six Ways To Maximize Beam Strength
When resistance grows due to increased feed rate or the varying cross section of the material being cut, tension increases on the back edge of the blade and decreases on the tooth edge. This results in compression, forcing the blade into an arc, producing cuts which are no longer square.
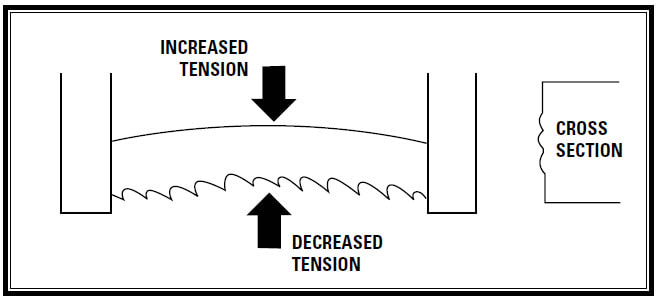
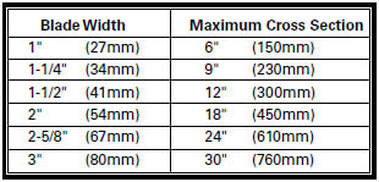
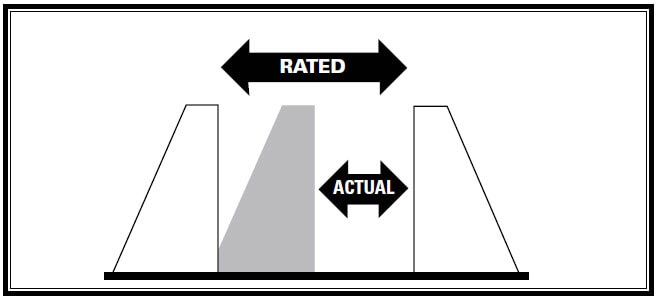
Beam strength is a blade’s ability to counter this resistance during the cutting process. A blade with greater beam strength can withstand a higher feed rate, resulting in a smoother, more accurate cut. Beam strength depends on the width and gauge of the blade and the distance between guides, machine type, blade tension and the width of the material being cut. From a practical standpoint, use no more than 1/2 of the saw machine’s stated capacity. For harder materials, it is safer to work closer to the 1/3 capacity.
Increase Beam Strength- Reduce Cost Per Cut
- Calculate the real capacity – A practical limit is 1/2 of the manufacturer’s stated machine capacity. Restrict harder materials to 1/3 capacity.
- Use a wider blade – A wider blade with a thicker gauge will withstand bowing, allowing for greater pressure and, therefore, higher feed rate.
- Reposition machine guides – Bring guides in as close as possible. The farther apart the guides, the less support they provide to the blade.
- Reduce stack size – By cutting fewer pieces, you can increase speed and feed rates for an overall improved cutting rate.
- Re-position odd-shaped material – Changing the position of odd-shaped material in the vise can reduce resistance and improve cutting rate. Remember, the goal is to offer the blade as uniform a width as possible throughout the entire distance of cut.
- Check for blade wear – Gradual normal wear dulls a blade. As a result, you cut slower, use more energy, and affect the accuracy of the cut.
|
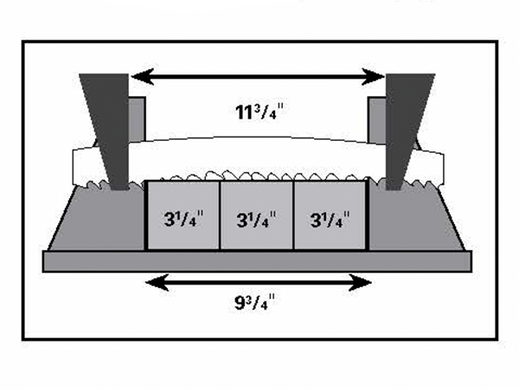
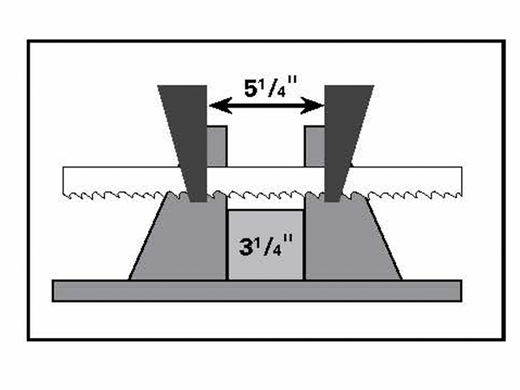
Here’s an example of how increasing beam strength can improve cutting economy. A customer needed to cut 31/4" squares of 4150 steel on a 11/4" blade width machine. The operator, trying to cut efficiently, placed three pieces side by side. The three squares measured 91/4" wide - well within the 14" machine capacity.
|
|
|
With this arrangement, after only 40 cuts (120 pieces), the blade was still sharp, however, it would no longer cut square. The operator decided to call for help. Saw Service of Washington's Technical Support department suggested cutting one piece at a time, which would decrease the guide distance to 51/4" (31/4" plus 1" on either side). Moving the guides closer together permitted higher feed rates.
|
Beam Strength - Rule of Thumb